Roll Bending
Roll bending is a critical metal-forming process used across fabrication, construction, oil & gas, pressure vessels, and infrastructure projects.
Roll Bending Applications
Pressure Vessels & Boilers – Rolling steel plates into cylindrical shells and vessel bodies.
Oil & Gas Industry – Manufacturing storage tanks, pipelines, and process equipment.
Construction & Infrastructure – Curved beams, columns, bridges, and architectural steel.
Fabrication Industry – Forming cones, cylinders, and curved panels for heavy fabrication.
Power Plants – Boiler drums, ducts, chimneys, and heat exchanger shells.
Shipbuilding & Marine – Hull sections, decks, and curved structural plates.
Wind Energy – Tower sections, nacelles, and structural supports.
Automotive & Heavy Equipment – Curved frames, guards, and structural components.
Chemical & Process Industries – Reactors, storage vessels, and piping components.
Architectural & Decorative Works – Curved facades, canopies, railings, and metal artworks.
Key factors affecting
roll bending cost
Roll bending cost can vary significantly depending on multiple technical and operational factors.
For fabricators, contractors and cost estimators,
understanding these cost drivers is essential for accurate budgeting,
competitive quoting, and profit protection.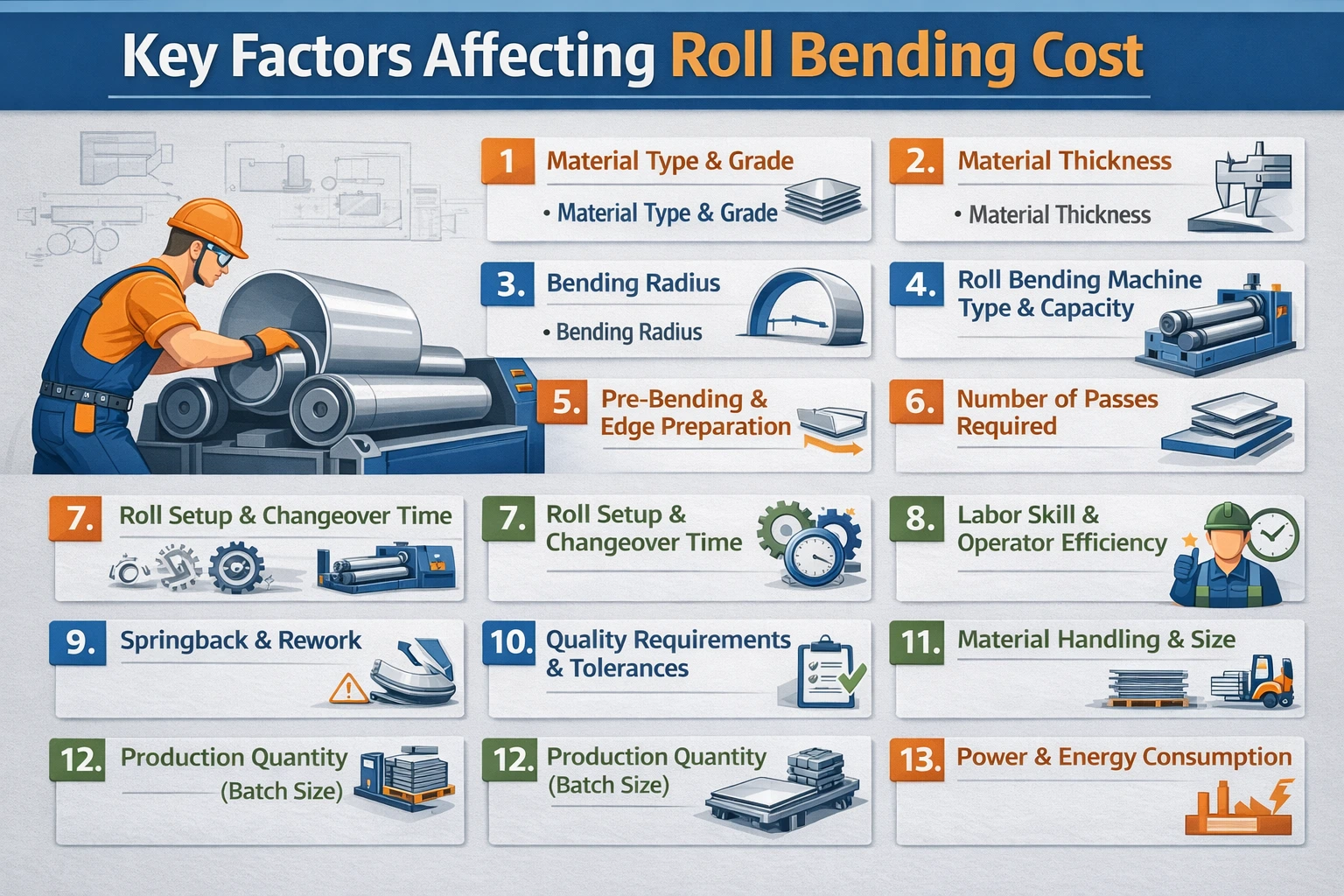
In this blog, we break down the key factors affecting roll bending cost in a clear, practical, and estimator-friendly manner.
1. Material Type & Grade
Material selection is the primary cost driver in roll bending.
Why it matters:
- High-strength steels require more bending force
- Stainless steel and alloy materials increase roll wear
- Aluminum bends easily but may need special handling
Cost impact:
- Increased machine load
- Higher tool wear
- Additional passes required
Examples:
- Mild Steel (IS 2062) → Lower cost
- Stainless Steel (SS 304/316) → Higher cost
- High-strength alloy steel → Highest cost
2. Material Thickness
As material thickness increases, roll bending cost rises exponentially.
Thicker material requires:
- Higher machine capacity
- More rolling passes
- Slower feed rates
Cost impact:
- Increased power consumption
- Longer cycle time
- Higher operator involvement
Rule of thumb:
Doubling thickness can increase bending cost by 2–3 times, not linearly.
3. Bending Radius (Curvature Requirement)
Smaller bending radius = higher cost.
Why?
- Tight radii need multiple incremental passes
- Risk of cracking or springback
- Precision control required
Cost impact:
- Increased setup and adjustment time
- Higher rejection risk
- Slower production rate
Large radius rolls are cheaper, faster, and easier to
execute.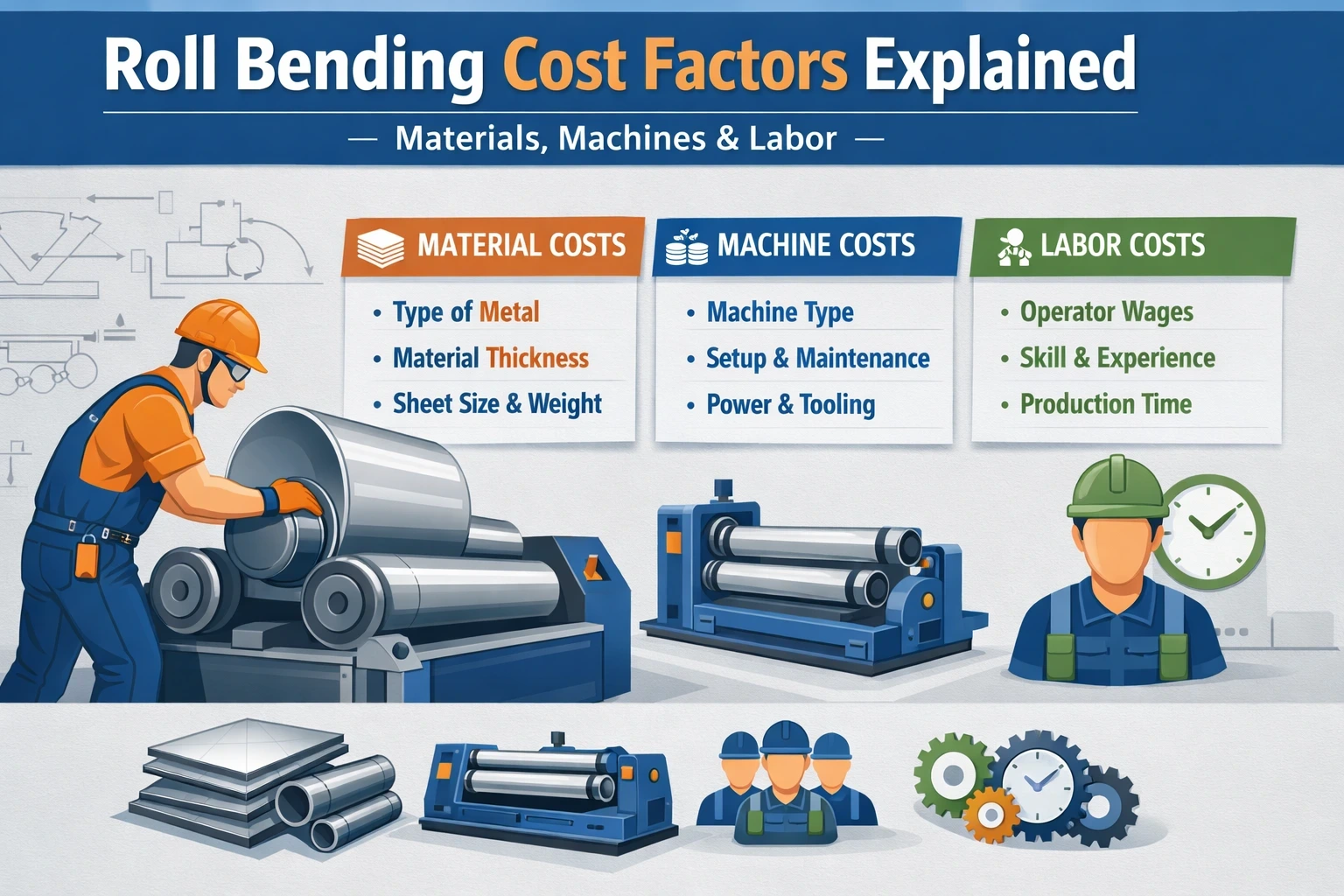
4. Roll Bending Machine Type & Capacity
Machine selection plays a major role in costing.
Common machine types:
- 3-Roll bending machine
- 4-Roll bending machine
- Pyramid roll bending
- Section bending machines
Cost considerations:
- Larger machines = higher hourly cost
- Hydraulic machines consume more energy
- CNC machines reduce rework but cost more per hour
Example:
4-roll CNC machines → higher hourly rate but lower overall job cost due to accuracy and speed.
5. Pre-Bending & Edge Preparation
Flat ends are often unacceptable in pressure vessels and tanks.
Pre-bending requirements:
- Extra machine passes
- Special roll positioning
- Skilled operation
Cost impact:
- Additional setup time
- Higher labor involvement
- Increased machine hours
Projects requiring zero flat ends are always costlier.
6. Number of Passes Required
Roll bending is a gradual deformation process.
More passes needed when:
- Material is thick
- Radius is small
- Material strength is high
Cost impact:
- Longer machine runtime
- Increased energy consumption
- Higher labor cost
Each additional pass directly increases the total bending cost.
7. Roll Setup & Changeover Time
Setup time is often underestimated during estimation.
Includes:
- Roll positioning
- Calibration
- Trial bending
- Radius verification
Cost impact:
- High for small batch jobs
- Lower for mass production
Batch size matters:
Small quantity jobs have higher cost per unit.
8. Labor Skill & Operator Efficiency
Roll bending quality heavily depends on operator expertise.
Skilled operators:
- Reduce trial & error
- Minimize material waste
- Achieve accurate curvature faster
Cost impact:
- Higher labor rate
- Lower rejection and rework cost
Unskilled operation often results in hidden losses.
9. Springback & Rework
Springback is a natural phenomenon in metal bending.
When springback occurs:
- Material tries to return to original shape
- Additional passes required
- Final radius correction needed
Cost impact:
- Increased machine time
- Higher rejection rate
- Potential material scrap
High-strength materials have higher springback.
10. Quality Requirements & Tolerances
Tighter tolerances mean higher cost.
Examples:
- Pressure vessel shells
- Structural curved beams
- Architectural components
Cost impact:
- Additional measurement checks
- Slower production
- More precision passes
Higher accuracy = higher cost.
11. Material Handling & Size
Large plates and heavy sections need:
- Cranes
- Slings
- Extra manpower
- Material repositioning
Cost impact:
- Increased handling time
- Safety precautions
- Equipment utilization
Logistics inside the shop affect final cost significantly.
12. Production Quantity (Batch Size)
Economies of scale apply strongly to roll bending.
Small quantity:
- High setup cost per unit
- Low productivity
Large quantity:
- Setup cost spread across units
- Consistent operation
- Lower cost per piece
Always consider batch size during estimation.
13. Power & Energy Consumption
Roll bending machines are power-intensive.
Influenced by:
- Material thickness
- Machine size
- Number of passes
Cost impact:
- Electricity charges
- Hydraulic system load
- Heat generation
Energy cost is often overlooked but critical.
Why Understanding Roll Bending Cost Factors is Important
✔ Accurate project estimation
✔ Competitive pricing
✔ Avoiding under-quoting losses
✔ Better machine utilization
✔ Improved profit margins
For EPC projects, fabrication contracts, and industrial manufacturing, roll bending cost knowledge is a strategic advantage.
Conclusion
Roll bending cost is influenced by a combination of material properties, machine capability, process complexity, labor skill, and quality requirements. Ignoring even one factor can lead to inaccurate estimates and reduced profitability.
By understanding these key cost drivers, engineers and estimators can make informed decisions, optimize processes, and deliver projects successfully.
For more expert insights on estimation, fabrication processes, and cost optimization, follow RK Estimation.